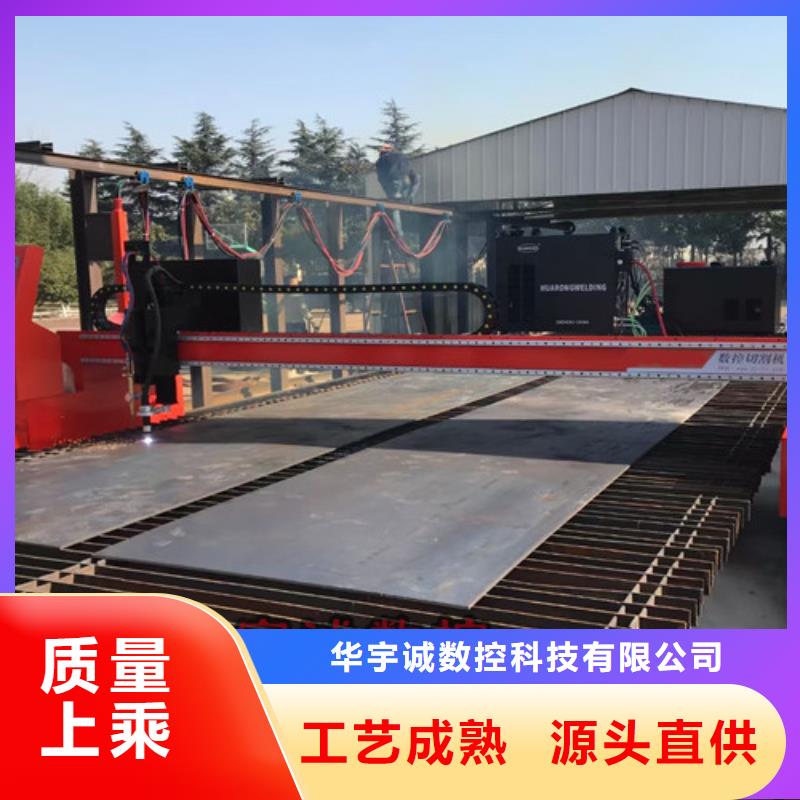
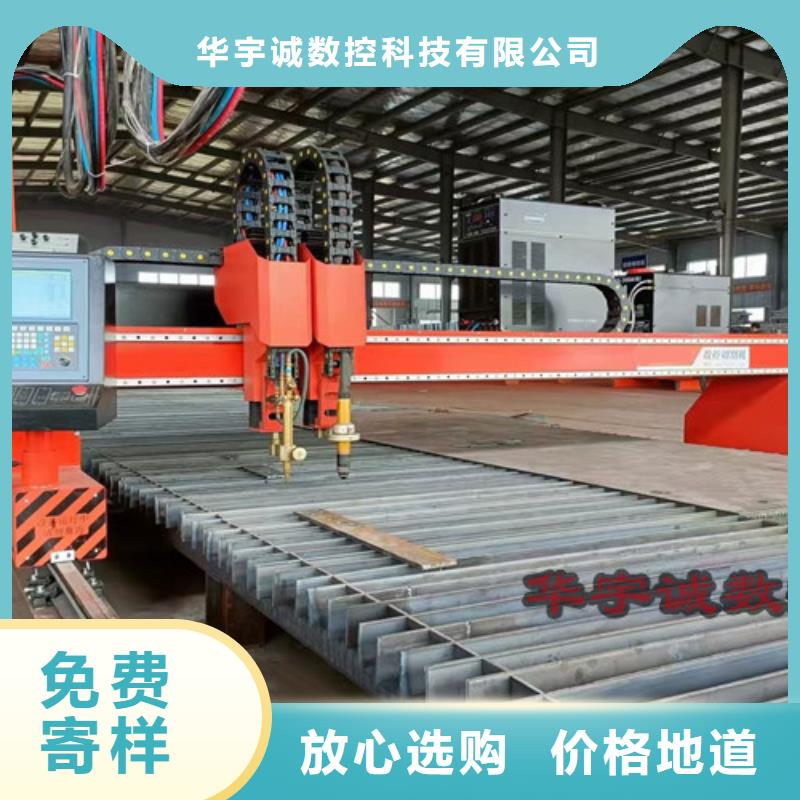
想要一睹【<白银>【当地】数控等离子切割机光纤激光切割机工厂批发】产品的风采吗?别犹豫,我们的视频将带您领略产品的每一个精彩瞬间,从细节中感受品质,从画面中捕捉魅力。
以下是:【<白银>【当地】数控等离子切割机光纤激光切割机工厂批发】的图文介绍


数控等离子切割机切割质量的评价指标这一节我们谈一下数控等离子切割机切割质量的评价指标,对于数控等离子切割机切割质量的评价指标,相信大家都不是很清楚,接下来就由武汉耐霸小编来给大家介绍一下。 数控等离子切割机切割质量的评价指标目前还没有推荐性的标准,只有行业标准:即《热切割等离子弧切割、质量和尺寸偏差》(JB/T 10045.4-1999)。对等离子弧切割质量的评价主要包括以下几个方面: 一、切口的宽度:它是评价切割机切割质量的重要特征值之一,也反映切割机所能切割小圆的半径尺寸。它是以切口宽处的尺寸来计量的,大部分等离子切割机的切口宽度在0.15~6mm之间。造成的影响:1、过宽的切口不仅会浪费材料,也会降低切割速度和增大能耗。2、切口宽度主要与喷嘴孔径有关,一般来说,切口宽度总是要比喷嘴孔径大10%~40%。3、当切割厚度增加时,往往需要使用更大的喷嘴孔径,切口也将随之加宽。4、切口宽度增加,会使割件的变形量增大。二、表面粗糙度:它用来描述切口表面的外观,确定切割后是否需要再加工。它是测量切口深度2/3处横断面上的Ra值。由于切割气流的作用在切割前进方向上产生纵向振动的结果,主要形式是切割波纹。一般要求氧乙炔法切割后的表面粗糙度:1级Ra≤30μm,2级Ra≤50μm,1级Ra≤100μm。等离子弧切割的切口Ra值通常超过火焰切割的水平,但是低于激光切口Ra值(小于50μm)三、切口棱边的方形度:它也是反映切割质量的重要参数,关系到切割后所需要再加工程度。该指标常用垂直度U或角度公差来表示。一般来说:等离子弧切割时其U值与板厚及工艺参数关系密切,通常在U≤(1%~4%)δ(δ为板厚),激光切割U≤0.5mm。四、热影响区的宽度:该指标对于那些可硬化或可热处理的低合金钢或合金钢非常重要,过宽的热影响区宽度会明显改变切口附近的性能。空气等离子弧切割的热影响区宽度在0.3mm左右,水下等离子弧切割时,热影响区宽度还可以更窄。五、挂渣量:是描述热切割后在切口下缘粘附的氧化物熔渣或重新凝固材料的多少。挂渣的等级通常是靠肉眼观测来确定的,一般用无、轻微、中等和严重等术语来描述。另外,对割缝直线度、上缘的熔化度以及缺口等也应该有相应的要求。



华宇诚数控科技有限公司用心选材,整体采用高品质材料。做工精细提高产品质量,注重产品细节的制造。主营产品 白银光纤激光切割机排名、。我们本着生产优良、经销诚实守信、服务热情周到的服务宗旨和协助伙伴成就事业从而成就自己的事业的立业精神,为客戶提供良好的品质和服务。


数控等离子切割机与激光切割机的比较
数控等离子切割机是一种新型的热切割设备,它的工作原理是以压缩空气为工作气体,以高温高速的等离子弧为热源、将被切割的金属局部熔化、并同时用高速气流将已熔化的金属吹走、形成狭窄切缝。
等离子切割机可用于不锈钢、铝、铜、铸铁、碳钢等各种金属材料切割,不仅切割速度快、切缝狭窄、切口平整、热影响区小,工件变形度低、操作简单,而且具有显著的节能效果。等离子切割机适用于各种机械、金属结构的制造、安装和维修,作中、薄板材的切断、开孔、挖补、开坡口等切割加工。
激光切割是利用高功率密度的激光束扫描过材料表面,在极短时间内将材料加热到几千至上万摄氏度,使材料熔化或气化,再用高压气体将熔化或气化物质从切缝中吹走,达到切割材料的目的。
激光切割,由于是用不可见的光束代替了传统的机械刀,激光刀头的机械部分与工作无接触,在工作中不会对工作表面造成划伤;激光切割速度快,切口光滑平整,一般无需后续加工;切割热影响区小,板材变形小,切缝窄(0.1mm~0.3mm);切口没有机械应力,无剪切毛刺;加工精度高,重复性好,不损伤材料表面;数控编程,可加工任意的平面图,可以对幅面很大的整板切割,无需开模具,经济省时。
就切割精度而言,等离子能达到1mm以内,激光能达到0.2mm以内;在成本上等离子切割机相对于激光切割机来说要便宜的多,在加工精度上等离子切割相对于激光切割一个是粗加工,一个是精细加工!
等离子切割是利用高温等离子电弧的热量使工件切口处的金属局部熔化(和蒸发),并借高速等离子的动量排除熔融金属以形成切口的一种加工方法。
等离子切割发展到现在,等离子切割机可采用的工作气体(工作气体是等离子弧的导电介质,等离子切割机又是携热体,同时还要排除切口中的熔融金属)对等离子弧的切割特性以及切割质量、速度都有明显的影响。常用的等离子弧工作气体有氩、氢、氮、氧、空气、水蒸气以及某些混合气体。
等离子切割机广泛运用于汽车、机车、压力容器、化工机械、核工业、通用机械、工程机械、钢结构等各行各业!



等离子切割技术是以高温高速的等离子弧为热源、将被切割的金属局部熔化、并同时用高气流将已熔化的金属吹走、形成狭窄切缝。在传统的数控等离子切割机加工方式上,有70%以上的用户所接触和了解的都仅仅只是空气等离子切割工艺,当然,这也是由于空气等离子切割所具有的成本优势使得国内大多数用户企业难以接触更为优秀的等离子切割技术。以嘉倍德科技迅锋系列数控等离子切割机为代表的品牌设备制造商来看,数控等离子切割机在技术方面是集等离子切割技术、逆变电源技术、数控技术于一体建立在计算机控制、等离子弧特性研究、电力电子等学科共同进步基础之上的机械设备。等离子切割加工技术应用目前已在相关行业中得到广泛普及,从切割原理来说,不同类型的等离子切割机设备之间并无太大区别,之所以导致出现切割加工质量的差异,一方面取决于不同种类等离子切割机设备自身的质量及运行精度,另一方面则表现在选购的等离子切割机电源。以数控等离子切割机为例,在使用过程中因所选用的电源不同,其切割效果有普通与精细之分,加上设计结构的不同,综合反映在切割质量区别相对明显,这里武汉嘉倍德科技将为大家简要比较一下两类等离子切割机设备的区别。1. 类激光精细数控等离子切割机精细等离子弧电流密度很高,通常是普通等离子弧电流密度的数倍,由于引进了诸如旋转磁场等技术,其电弧的稳定性也得以提高,因此,其切割精度相当高。国产的Rapier精细等离子切割表面质量已达激光切割的下限,成本远低于激光切割。精细等离子目前较普通机用等离子价格要高很多,但是比激光切割机还是要便宜,而且精度也是激光切割机的下线,目前进口类代表主要有德国凯尔贝类激光精细等离子电源,美国飞马特精细等离子电源,美国海宝精细等离子电源,美国凯博精细等离子电源,国产类代表Rapier精细等离子切割电源。2. 空气数控等离子切割机根据所使用的主要工作气体,主要分为氩等离子弧切割、氧等离子弧切割和空气等离子弧切割等几类。切割电流一般在100A以下,切割厚度小于30mm。其价格较精细等离子电源价格要便宜,但是切割是的工件坡口度,毛刺和挂渣要多一些,客户购买时要了解自己加长的范围及精度要求,进口类主要代表有美国飞马通机用等离子电源,美国海宝普通机用等离子电源。





 扫一扫
扫一扫