

 扫一扫
扫一扫
环氧粉末防腐钢管 涂塑复合钢管厂家直接面向客户")
大口径螺旋钢管制造步骤总结(1)原材料即带钢卷,焊丝,焊剂。在投入前都要通过严厉的理化查验。(2)大口径螺旋钢管带钢头尾对接,选用单丝或双丝埋弧焊接,在卷成钢管后选用主动埋弧焊补焊。(3)成型前,带钢通过矫平、剪边、刨边,表面整理运送和予弯边处理。
(4)选用电接点压力表操控运送机两边压下油缸的压力,确保了带钢的平稳运送。(5)选用外控或内控辊式成型。(6)选用焊缝空隙操控设备来确保焊缝空隙满足焊接要求,管径,错边量和焊缝空隙都得到严厉的操控。
(7)内焊和外焊均选用美国林肯电焊机进行单丝或双丝埋弧焊接,然后取得安稳的焊接质量。(8)焊完的焊缝均通过在线接连超声波主动伤仪查看,确保了100%的螺旋焊缝的无损检测覆盖率。若有缺点。
环氧粉末防腐钢管 涂塑复合钢管厂家直接面向客户")
焊缝处理
1.如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。
2.如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。
将管坯的两个边缘加热到焊接温度后,在挤压辊的挤压下,形成共同的金属晶粒互相渗透、结晶,最终形成牢固的焊缝。螺旋钢管若挤压力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂;如果挤压力过大,将会使熔融状态的金属被挤出焊缝,不但降低了焊缝强度,而且会产生大量的内外毛刺,甚至造成焊接搭缝等缺陷。
工艺特点
螺旋钢管主要工艺特点:
a. 成型过程中,钢板变形均匀,残余应力小,表面不产生划伤。加工的螺旋钢管在直径和壁厚的尺寸规格范围上有更大的灵活性,尤其在生产高钢级厚壁管,特别是中小口径厚壁管方面具有其他工艺无法比拟的优势, 可满足用户在螺旋钢管规格方面更多的要求。
b. 采用先进的双面埋弧焊的工艺,可在 位置实现焊接,不易出现错边、焊偏和未焊透等缺陷,容易控制焊接质量。
c. 对钢管进行100%的质量检查,使钢管生产的全过程均在有效的检测、监控之下,有效地保证了产品质量。
环氧粉末防腐钢管 涂塑复合钢管厂家直接面向客户")
环氧粉末防腐钢管 涂塑复合钢管厂家直接面向客户")
环氧粉末防腐钢管 涂塑复合钢管厂家直接面向客户")
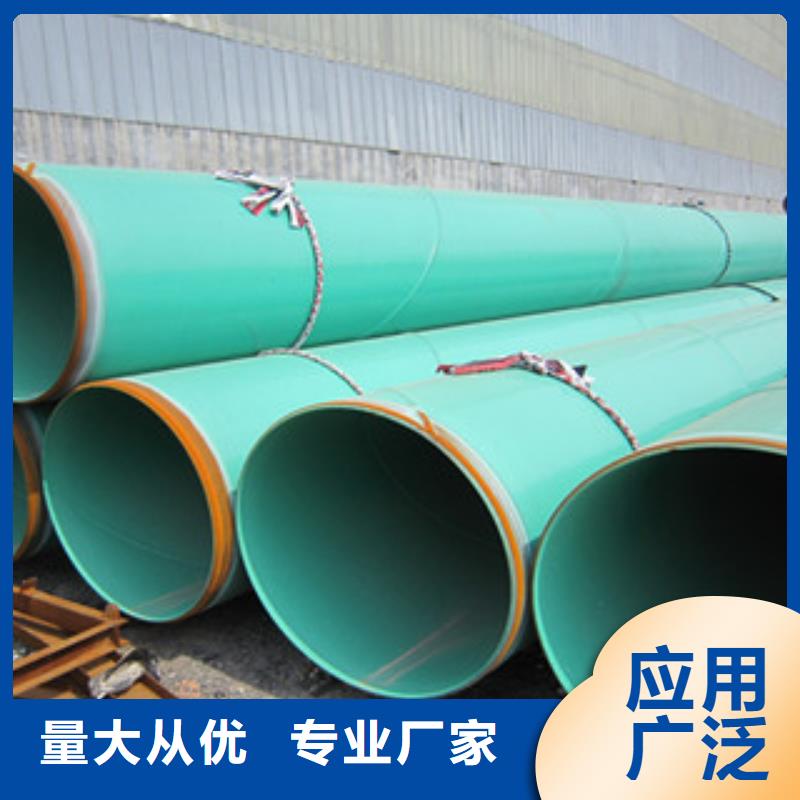
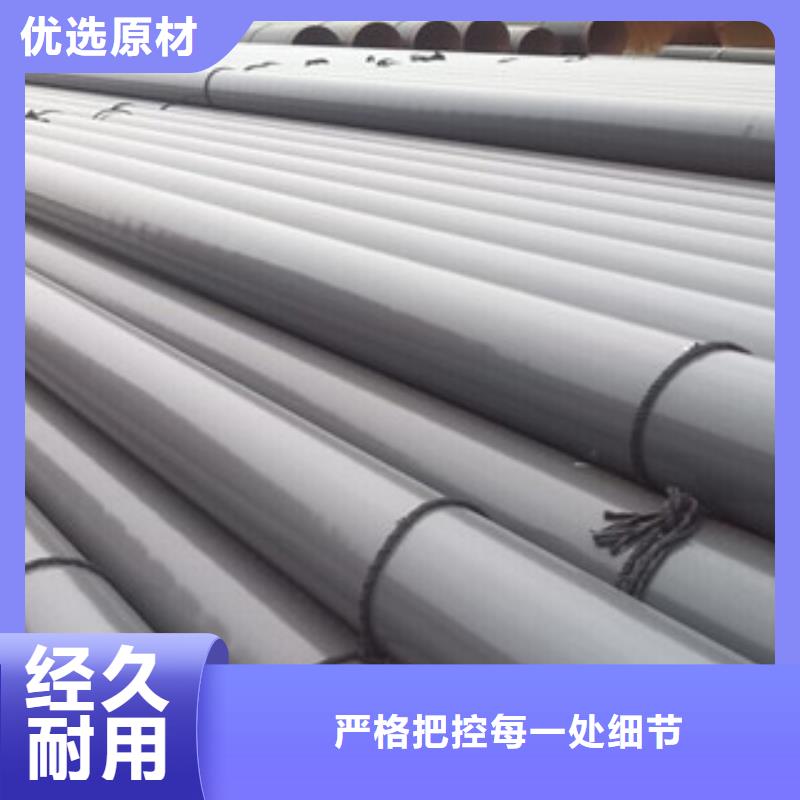
环氧粉末防腐钢管制造商介绍 科技防腐钢管是指采用防腐技术工而成的钢管,能有效防止或减缓运输和使用过程中化学或电化学反应的发生。 据我国统计,我国每年因钢管
腐蚀造成的直接经济损失超过2800亿元。 目前,全球每年因钢管腐蚀造成的损失高达5000亿。 防腐钢管可以有效防止或减缓腐蚀,延长钢管的使用寿命,降低钢管的运行成
本。 熔融环氧粉末,也称为热固性环氧树脂重防腐粉末,是以空气为载体运输和分散的固体材料。它应用于预热的钢铁产品表面,熔化、整平并固化形成均匀的涂层。防腐蚀
是一种在高温下形成的重防腐涂层。 该涂料具有涂装操作简单、无污染、涂层抗冲击性和抗弯曲性好、耐高温等优点。
环氧粉末防腐钢管 涂塑复合钢管厂家直接面向客户")
环氧粉末防腐钢管 涂塑复合钢管厂家直接面向客户")
兴昊管道有限公司自成立以来一直秉承着专业、高效、便捷的服务宗旨,对所有涉及到的 凉山内外涂塑复合钢管、产品、项目进行着不断的研发及改进。 凉山内外涂塑复合钢管、产品自投放市场以来,以过硬的质量、出色的性能、完善的服务,赢得了各地市政管理部门和广大客户的一致认可与好评,业务量拓展迅速。
环氧粉末防腐钢管 涂塑复合钢管厂家直接面向客户")
环氧粉末防腐钢管 涂塑复合钢管厂家直接面向客户")
技术支持:k797.com