为了给您提供更全面的【云南】 本地 耐磨钢板精密钢管全新升级品质保障产品信息,我们上传了最新的产品视频。请花几分钟时间观看,您会发现更多惊喜。
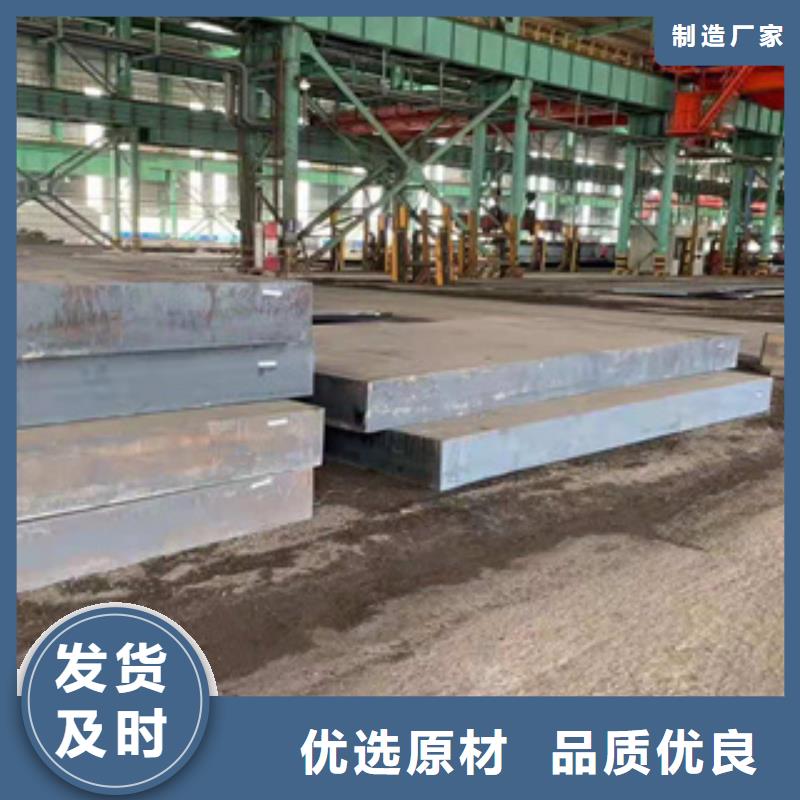
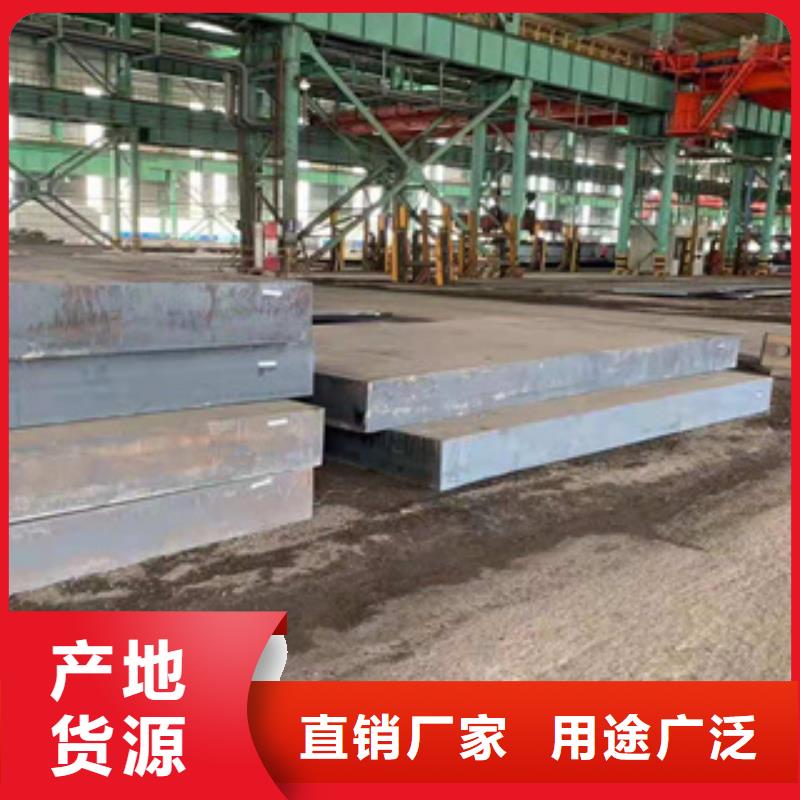
以下是:【云南】 本地 耐磨钢板精密钢管全新升级品质保障的图文介绍
经过十多年的辛勤努力,鑫邦源特钢有限公司建立了一套完备有效的服务体系,打造了一支经验丰富的服务团队,为客户不仅免费设计规划,提供专业的技术培训,而且派技术人员现场指导安装 高压化肥管、,做到了上门服务与网络在线服务相结合,赢得了客户们的广泛赞誉,成就了信誉至上、品质优良、服务贴心的品牌服务



相反,如果电弧燃烧不,使得熔滴过渡时飞溉现象严重,焊缝成型差,焊缝熔深浅,以及产生气孔或者夹渣等缺陷,焊接质量就会低。影响电弧性的因素有焊接电源种类及特性、焊接电流、焊接电压和焊剂成分以及电弧磁偏吹等,操作人员的熟练程度以及工件表面的清洁程度也会对电弧性产生影响。 生产中焊接电弧性的措施和方法是:对于采用交流电源的焊接方法,其电弧性问题主要是电流过零时电弧再引燃困难,可以通过添加脉冲电流或者在焊接电路中串联电感来改善电弧的性。复合耐磨板焊接时两块耐磨板之间距离对电弧性有影响,所以两块复合耐磨板间距要得当。 也可以采用特殊的电流波形比如双凹电流波形来解决电弧性问题。复合耐磨板中加入稳弧剂,使得电弧空间电离度增大,带电粒子更容易产生,电弧性也可以得到。焊接在工业生产制造和现代化建设中发挥着重要的作用,对于焊接质量的监测显得尤为重要,而电弧性又是影响焊接质量的一个重要因素。 焊接工艺性能由于自保护双金属耐磨板的工艺参数适应性小,所以试验中对其进行了。双金属耐磨板58-O,60-O的焊接工艺性能优良:电弧燃烧,焊道成形好,飞溅少,气孔很少,堆焊层致密无缩松,表面有少量渣点,不予清理不影响连续多层焊接,烟尘不大,噪声低。



热应力使冷却较慢的厚壁处受拉伸,冷却较快的薄壁处或表面受压缩,耐磨板的壁厚差别愈大,合金的线收缩率或弹性模量愈大,热应力愈大。定向凝固时,由于双金属耐磨板各部分冷却速度不一致,产生的热应力较大,耐磨板易出现变形和裂纹,故采用时应考虑此因素。 收缩应力双金属耐磨板在固态收缩时,因受铸型、型芯、浇冒口等外力的阻碍而产生的应力称收缩应力。一般耐磨板冷却到弹性状态后,由于收缩受阻都会产生收缩应力。收缩应力常为拉应力,与耐磨板部位无关。其形成原因一经消除,收缩应力也随之消失,因此收缩应力是一种临时应力。 但在落砂前,如果耐磨板的收缩应力和热应力共同作用,其应力大于耐磨板的抗拉强度时,耐磨板会产生裂纹。减小和消除铸造应力的措施合理地设计耐磨板结构耐磨板的形状愈复杂,各部分壁厚相差愈大,冷却时温度愈不均匀,铸造应力就愈大。 因此,在设计耐磨板时应尽量使耐磨板形状简单、对称且壁厚均匀。尽量选用线收缩率小、弹性模量小的合金。采用同时凝固工艺所谓同时凝同是指采取一些工艺措施,使双金属耐磨板各部分温差很小,几乎同时进行凝固。


从锻造的性能来说,硬质复合耐磨板是较难改锻的板材。烧结成形后的硬质耐磨板坯料,在锻造前需进行球化退火,以消除残余应力,球状珠光体,便于锻造的进行。应将退过火的锻坯上的尖角和棱角磨成圆角。锤头、锤砧、工具和胎模等使用前需经预热。 锻造加热速度不宜过快,保温时间不宜过长,坯料应在炉中经常,确保加热均匀。硬质复合耐磨板坯料加热后,需经适当冷却,待其温度下降大约50℃后开始锻造。变形量不宜过大,锻造比一般2,注意采用二轻一重的操作要领。 终锻温度控制在900℃为宜。硬质复合耐磨板锻造的初1~3火次,一般是进行镦粗和拔长,拔长宜尽量在V形铁砧或胎模中进行。待锻透后再逐步改变坯料的形状和尺寸。GT3TLMW50、GW50硬质耐磨板该类合金脆性大,在锻造过程中应以多向应力、单向变形的锻造方式较为合适。 锻造中采用二轻一重的原则,锻造比可取2。自由锻时每火径向变形取6%~15%,模锻时每火轴向变形取15%~25%,锻坯越大,相应的变形越小。DT硬质复合耐磨板其显微组织具有硬质颗粒均匀弥散分布,颗粒尺寸细小,而GBTLMW50等硬质复合耐磨板中的硬质颗粒的分布呈明显的聚集状态,均匀度较差。







 扫一扫
扫一扫